
不定形耐火材料施工方式的进步
- 发布人:管理员
- 发布时间:2017-02-08
- 浏览量:1125
——耐火材料湿式喷射施工的介绍及其它施工方式技术发展的讨论
李斌
山东圣川新材料科技有限公司
摘要:本文首先从目前发展比较迅速的耐火湿式喷射料开始,从流变学和实际应用两个方面,比较系统介绍了低水泥耐火湿式喷射料的发展进步和施工性能的主要影响因素,并介绍了目前主要的研究方法和手段。特别是实验室的评估与现场的施工表现之间的关联性。从流变学的角度研究,对于绝大多数的喷射料配方在加水量相同时(eg7wt%),其流动值都差别不大。但是它们的流动阻力和剪切粘度却呈现很大的差异。这就说明单纯测定和评估湿式喷射料的流动值不足以表征喷射料的泵送性能。另外,若提高和优化低水泥湿式喷射料的泵送性能,仅仅针对基质料浆流变学性能进行研究是远远不够的。
1 引言
近年来,不定形耐火材料在全部耐材中所占的比例不断提高,应用的范围也日益广泛。除了与其配方体系的逐渐优化相关外,也和不定形耐火材料的施工方式越来越呈现出的多元化密不可分。在传统的浇注和捣打方式的基础之上,喷涂、涂抹、自流浇注(灌浆)等施工方法都取得了很大的技术进步,特别是以现场湿式喷射为代表的快速施工方法,以其施工迅速、便捷、节省材料和人工成本,逐渐被耐火材料的生产和使用单位所接受。
在不定形耐火材料领域,含有微粉材料的低水泥浇注料被认为是近几十年来发展最快和应用最为广泛成功的产品[1],并且其性能和应用已经得到了深入的研究。对于低水泥浇注料在未来技术上的发展,人们正在各个方向上进行努力和尝试。其中,最为重要的一个发展方向就是现场施工工艺的创新[2]。
从上个世纪八十年代发展起来的低水泥湿式喷射工艺,结合了低水泥浇注料的所有优势,并且大大提高了现场施工的方便性、灵活性和高效性,而且其各项使用性能完全可以与低水泥浇注料相媲美。因此,一经问世,就得到了广泛的关注[3]。但在实际的科研和开发中,仍然有一些技术问题限制了这种先进的施工工艺的快速发展。其中,低水泥湿式喷射料较为复杂的施工性能如何得到优化和保证就是最为突出的一个问题[4]。
实际上,与高温使用性能的研究相比,对不定形耐火材料施工性能的研究要远远落后。甚至施工性能本身涵盖的范围仍然有争议。目前,越来越多的研究将不定形耐火材料从加水搅拌开始到开始烘烤之前的过程都列为施工性能研究的范围。因此其即包含了材料在搅拌、输送和施工过程的流变学性能,也包括了施工结束后的凝结和硬化性能[5]。但不管哪种定义,人们已经认识到,不定形耐火材料的施工性能与高温使用性能同等重要,甚至更加敏感和影响因素更为复杂[6]。
与普通的振动浇注工艺相比,湿式喷射工艺要复杂的多,这也决定了低水泥湿式喷射料施工性能的复杂和重要程度。甚至可以说,低水泥湿式喷射料是目前对施工性能要求最高和最为复杂的不定形耐火材料。
低水泥湿式喷射施工性能的复杂性主要表现在,其加水量要与振动浇注料保持大体相似,搅拌后要有良好的泵送流动性能,不能出现分层离析和堵塞管道的情况,材料喷出后,其流动性能要迅速丧失,以保证其良好的粘附性能。而由于是无模具施工,因此其养护过程中的快速硬化又是其施工安全性最重要的保证[7]。而这所有的性能又是在复杂的原料系统和复合的外加剂系统的条件下得到的。
若想获得理想的施工性能,仅仅靠传统的对基质料浆的流变学性能进行评价,并结合浇注料的流动值的测定,已经远远不能满足这种复杂程度的要求了,甚至还可能出现偏差,导致施工的失败,对此已经有很多相关的研究和报道[8]。本研究中将采用的流变仪就可以直接测定实际低水泥湿式喷射料的流变学性能。本文将从流变学和硬化机理两个方面,系统的介绍低水泥耐火湿式喷射料的施工性能的影响因素。为开发具有良好泵送性能和凝结硬化性能的低水泥耐火湿式喷射料提供有效的研究工具和理论基础。
1.1 流变学理论基础
1.1.1 引言
二十世纪初,美国人宾汉将“流变学”定义为有关物体形变和流动方面的科学。流变学研究通过数学和/或实验方法以等量或等质的方式表现材料流动的特性和影响因素。同时也表述了在外力作用下与物料组分、结构和特性有关的应力、物质变形和时间之间的关系。流变学当中的一些基本参数和流变模型已经得到了广泛的接受和使用[9]。
作为耐火材料家族一个重要分支,不定形耐火材料包括了本文所要研究的湿式喷射料在内的很多品种,而流变性能是其中大部分产品的重要特性。但是由于不定形耐火材料的发展远远晚于流变学研究发展的本身。因此,直到最近,流变学才被有意识地应用到不定形耐火材料的研究上,然而所作的工作还远远不够[10]。
1.1.2 流体的分类和特点引言
流体或悬浮液流变特性具有将其粘度特性作为剪切速率函数的特点[11]。在不定形耐火材料领域,流变学研究对象包括含有或不含骨料的固体悬浮液系统。它们的流变特征可通过剪切应力和剪切速率、表观粘度和剪切速率或者固定剪切速率时粘度和时间之间的关系来表示。一共有六种时间独立流变类型流体和两种时间密切相关类型流体[12]。对于属于时间独立流体,改变剪切速率可能会导致剪切应力发生改变,但是时间对此类流体的流变学特性没有影响。对于时间密切相关型流体,表观粘度将随时间和剪切速率的变化而改变。
六种时间独立流变类型流体分别是:牛顿流体、宾汉姆流体、假塑性流体、塑性流体和两种不同形式具有屈服值的膨胀流体。
固体-水悬浮液的触变性和震凝性是时间密切相关流体所具有的典型流变特性。触变性定义为在恒剪切应力或剪切速率的作用下表观粘度随时间的延长而下降,当应力或剪切速率减小或去除时粘度逐渐恢复。震凝性的流变特性与触变性恰好相反。触变性与剪切变稀特性密切相关,并且通常认为存在于有屈服点的剪切变稀悬浮液中。触变性是流变学研究的的一个重要课题。J Mewis 和Barnes 对触变性进行了详尽的考察[13]。并发现,当利用剪切速率随时间从零开始不断线性增加到最大值,之后以类似的方式减小到零的环线试验获得触变性现象时,升速曲线和降速曲线并不相互重叠,产生一个叫做“滞后回线”的环线[14]。这个封闭的的区间常常可以被用来对两个流体的触变性程度进行比较。
1.2 耐火浇注料的流变学研究
1.2.1 耐火浇注料流变学研究的基础理论
1) 颗粒堆积和粒度分布
耐火浇注料的内部基本结构很大程度上取决于彼此相互接触的粗颗粒或骨料。这些大颗粒之间的空隙由粘性悬浮液填充,这种悬浮液含有液体(通常为水)和固态粉料、超细粉和水泥。颗粒紧密堆积系统内的颗粒粒径分布在许多陶瓷产品的生产过程种扮演一个非常重要的角色。它不仅仅影响着最终产品孔隙度、密度和强度等特性,也影响了诸如塑性粘度、浇注速率、透气度和干燥速率等物体的施工和烘干性能。对于耐火浇注料而言,其体系内部的颗粒的粒度分布也起着非常重要的作用。
为了描述在颗粒紧密堆集系统内的颗粒分布状态,Andreasen对粒径连续分布的颗粒堆积状态进行了研究,Andreasen的颗粒堆积理论来源于大量的试验,其理论基础是在连续粒径颗粒组成的系统中,若要得到最为理想的堆积密度,那么在每个粒度级别的颗粒构成的结构环境中,都需要比之更细的颗粒去填充,他的方程也是从这个基本条件出发而产生的
 (2-1)
(2-1)
式中 CPFT —— 颗粒粒径小于某一粒径的累计百分比,%;
D —— 颗粒粒径,mm;
DL —— 最大颗粒粒径,mm;
n —— 分布系数。
Andreasen的实验结果表示,最佳堆积发生在0.33到0.50的分配系数n之间。Andreasen方程的主要特点在于它包含一个最小颗粒粒径没有限制的的无限分布。在真实系统中,这种分布当然是有限的,但是由于该方程的简便性,因此常常用来作为计算粒度分布的一种有效工具。
2) 颗粒间距
从广义上而言,不定形耐火材料的最终施工形式多是采用大量的不同粒径,不同密度的粉体材料和液态介质组成的固液混合体。在这个体系中,虽然在实际情况中波动较大,但一般而言固体所占的体积分数通常比较大,特别是对于低水泥浇注料体系而言,由于有大量微粉的参与,水的体积分数通常很低。假设在干燥状态下,系统内的所有颗粒都彼此相互接触。当加入水后,我们可以从最终湿混料的表面积、孔隙度和固体的体积分数计算出悬浮液中平均的颗粒间距[15]。忽略材料对水的不同亲和力,当把水加入干燥物体系统内时,在任何发生颗粒可能的分离之前,水分必须首先填充颗粒之间的间隙。当填充完颗粒间隙后,再加入更多的水可使颗粒分离。颗粒间距应是填充在颗粒表面上吸附水层厚度的两倍[16]。推导出的用于计算颗粒间距(IPS)的方程见式 (2-2) 所示。
 (2-2)
(2-2)
式中 IPS —— 颗粒间分离间距,µm;
VSA —— 系统的体积表面积,m2/cm3;
Vs —— 系统内的固相体积分数;
Pof —— 干燥状态系统内颗粒相互接触时系统孔隙率,%。
颗粒间距IPS是耐火浇注料流变性能的一个重要影响因素。很明显,如果水分含量低于或等于干燥混料系统的孔隙度,那么材料就不会流动,而像干燥固体物质那样运动。只有当水分充足超过孔隙度使颗粒分离最小50nm的距离时,才会出现合理的流动。IPS距离小于50nm的物体也可能流动,但是他们将表现出很高的粘度而且当剪切速率增加时膨胀得非常厉害[17]。具有不同颗粒分布的系统可能具有相同的孔隙度,然而其体积比表面积却可能截然不同,因此加入等量的水不会产生相同的颗粒间距,并由此产生不同的流动性。具备流动性所需的额外水量则取决于物体不同组分的颗粒粒度分布值。
3) 固相含量指数
从定性的角度,我们可以推测出当以体积分数计的悬浮液的浓度(即固相含量的体积)增加时,由于固体颗粒不得不扩散到彼此的路径上去,因此会产生更多的阻力,从而导致更高的粘度。Einstein[18]和Mooney[19]相继提出了浓缩悬浮液的粘度和固态含量之间的理想关系方程,如式(2-3)中所示。
 (2-3)
(2-3)
式中 ηM —— 混合后的悬浮液的粘度,Pa.s;
ηL —— 液体粘度,Pa.s;
Φ —— 悬浮液中的固态含量,%;
ΦC —— 临界固态含量,%;
N —— 指数,一般波动在2 ~3.5。
它将混合后的悬浮液粘度ηM 和液体粘度ηL和固态含量联系起来。在许多粉料系统中,指数N的范围为2到3.5,对于较大颗粒粒径(大于10µm),N=2是比较合适的[20]。对于一个固定固态含量Φ的浓缩悬浮液,最大固态含量ΦC越高,混合物粘度越低。对于所有的悬浮液,粘度随着固态含量的降低而下降[21]。如果悬浮液采用较细的粉体(粒径小于10µm),体系具有很高的最大堆积密度,那么混合物粘度会比其他固态含量的系统低。对于一个给定的悬浮液体系,悬浮液的粘度与剪切速率是成反比的[22]。
在耐火浇注料的体系中,如何通过调整两种颗粒组成来达到高堆积密度和低粘度,其很大程度上取决于两种颗粒内在的粉体堆积密度和混合物的粒度分布。一般而言,粗细粒度粒径比小的时候,二元混合物的堆积密度比三元混合物的堆积密度高[23]。但是在所有情况下,最佳堆积条件下包含有大颗粒的比例(体积或重量比)都比较高。对于颗粒粒度连续分布的系统,堆积密度随颗粒粒度分布宽度的增加和增加。而且,颗粒形状越方和越圆,堆积密度越高。对于颗粒粒度连续分布的系统,各种理论预测最大堆积密度高达96%,而且这已经被试验所证明[24]。
4)料浆层厚度指数和最大料浆层厚度
在实际的非金属材料的成型工艺中,最重要的一种方式就是粉料依靠液相的润滑来完成相应的浇注成型工序。其中,参与成型的液相根据其作用可以分为两个部分:在粉料堆积密度最大时,填充所有孔隙的液相部分(叫做稳定流体)和提供润滑的“多余”的液相部分(叫做自由流体)。当整个系统的所有孔隙都填充有液相的时候,我们可以近似的把整个系统看成是饱和的悬浮液。同时,在较低堆积密度的系统中的多余流体的膨胀润滑作用比在最大堆积密度系统中,更能确保颗粒的流动[25]。
粘性悬浮液可以被看成其内部颗粒之间所有孔隙都被流体填充的离散颗粒。因为润滑层厚度决定粘度,因此,悬浮液中固相颗粒和润滑层厚度之间存在着一种联系,即固态含量。只要颗粒相对较大,并非典型胶体,那么在临界固态含量时颗粒就处于“点接触”状态,这反映了与最大堆积密度相同的状态。如果固态含量低于临界水平,就意味着系统的堆积密度低于最大堆积密度,那么多余流体会对颗粒产生润滑作用。
与此粉料-流体结构有关的主要参数是剪切强度和粘度。剪切强度指的是产生流动所需的应力,而粘度指的是保持流动所需的应力。一般来说,悬浮液中的粉体颗粒具有粘附和凝聚的自然趋势,这会导致产生一个低的屈服强度。一旦随剪切强度超过屈服强度,就会发生流动。
对于耐火浇注料,Bonadia 建议可将最大料浆层厚度(MPT)用于确定耐火浇注料流动性和堆积模型之间的关系。在土建工程学中很有名的MPT参数被用来估算骨料(粗颗粒)之间的平均距离。因此,MPT参数可作为堆积模型评估的有用工具。此参数考虑由基质部分负责覆盖粗粒表面,在这些表面上由另一部分更细的细粉负责填充其中的空隙,最后多余的细粉部分完成骨料之间的分离。最大料浆层厚度MPT定义[26]为:
 (2-4)
(2-4)
式中 MPT —— 最大料浆层的厚度,µm;
VSA —— 系统中颗粒的体积表面积,m2/cm3;
Vs —— 颗粒体积密度,g/cm3;
Po —— 颗粒最佳堆积时系统的残余孔隙率,%。
需要说明的是,是与普通的建筑用砂浆或混凝土不同的是,耐火浇注料的最大料浆层厚度必须具有一个上限,否则某些热-机械特性,如高温时的蠕变特性可能大大降低[27]。
1.2.2 耐火浇注料流变学研究的进展
1) 根据流变特性对耐火浇注料的简单分类
耐火浇注料的分类方法有很多,这里介绍的是以浇注料在施工过程中的振动浇注类型为依据的一种分类方法,共可分三种方式:弱振动型、强振动型和非振动型[28]。从流变学角度看,这三种类型包括牛顿流体(时间独立)和非牛顿流体(时间依赖)[29]。
① 弱振动型:高水泥含量不含有微粉的传统浇注料,一般表现出低屈服应力,及类似于混凝土的低塑性粘度的宾汉姆流动特性。通过弱振动即可获得适度流动性。通常可使用简单的板式或棒式振动器就可以进行浇注施工。
② 强振动型:水泥含量较低,并含有微粉的低水泥浇注料,具有高屈服应力、高塑性粘度和明显的时间依赖的触变型流动特性。一般要求有相对较强的振动来获得足够的流动性,在现场常采用振动棒或大功率的振动平台。
③ 非振动型:某些低水泥、超低水泥浇注料表现出较强的自流特性,属于非振动型。这种浇注料具有极低的屈服应力。从根本上来讲,它们是靠自重而非外界振动力来实现现场浇注施工。
2) 常用的耐火浇注料流变特性的测试方法
目前,由于对不定形耐火材料的流变学性能开展的研究还不是很充分,因此对不定形耐火材料流变性能进行评价的方法和测试手段还不是很多。主要的测试方法还集中在简单的自流和(或)振动流动值的测量方面。而对于具有特殊施工特性的(如自流、泵送、湿法喷射等)不定形耐火材料,如何科学预测和控制材料的流变性能,还处于摸索之中。在目前的科研和生产中,包括喷射料在内的耐火浇注料流变性能的评价方法主要包括:
① 利用粘度仪测定基质料浆的流变学性能
在陶瓷领域,通常使用粘度仪来研究浇注浆体或悬浮液的流变特性。带有同轴筒的粘度仪也经常用于研究不定形耐火材料基质浆体流变性能。该装置包括两个同轴安装的筒,一个固定而另一个以不同的速度旋转。当固-液悬浮液充满两筒之间的空隙(间隙)以及当旋转筒转动时,剪切液体在固定筒上产生一个扭矩。这种流变仪是用于评估作为时间和剪切速率等函数的流体和悬浮液流变学特性(例如粘度、屈服应力和其他特性)的设备[30]。
在实际工作中,很多技术人员尝试将实际耐火浇注料流变特性与基质料浆的流变性测试结果相互关联起来。但是,在实践中经常发现,当将粗骨料加入到基质内后,浇注料的流变特性会发生一个巨大的变化,这就使得人们认识到,仅仅研究基质料浆流变性能是远远不够的,如何研究和测定实际浇注料的流变性能就显得更为重要。
② 浇注料的塌落度试验
浇注料的坍落度试验和测量是建筑混凝土的最常用试验[31]。坍落度试验包括按标准方法用混凝土填充一个锥体,然后将锥体提升并在混凝土达到平衡位置后对坍落度进行测量。坍落度越高,流动型越高。坍落度试验最初用来测量含水量对新拌混凝土和易性的影响。其合适的应用范围相当于与40mm~180mm之间的坍落度[32]。
但是,这种测试方法并不适用于非常致密的振动成型的低水泥浇注料,这种材料虽然塌落值很小,但是在强振动下,仍然能满足施工的要求。另外,这种方法也不适用于流动性非常强的自流耐火浇注料。
③ 浇注料的流动度试验
浇注料的流动度试验,从方法和测量理论上与上面所说的塌落度试验比较相像。但是它与塌落度试验不同的的是,它不是测量物料脱离模具后在垂直径向的流动特性,而是考虑物料的水平方向的流动特性,也就是我们所常说的的横向的流动铺展性能[33]。该试验比较简单,其基本方法就是在流动台上测量物料测量前后的直径的差。目前,在不定形耐火材料领域,为了对不同的产品的测量更有针对性,根据测量过程中流动台的运动方式,流动度包括三种:自流流动值,测量过程中流动台静止不动,只评价物料靠自身重力运动的铺展性(如对自流浇注料);而有的测量方式是采用流动台间歇跳动(对某些传统的耐火混凝土),得到跳动流动度;而流动台连续振动(对低水泥浇注料等)而获得流动度,称之为振动流动度。
在实际的研究中,流动度的测量还是有一定的局限性。例如在实验过程中,虽然流动度很好。但是如果物料的设计不合理,那么物料常常回出现分层离析,泌水等现象,而出现大颗粒和基质分离,大颗粒留在台子的中央,而只有基质流动,甚至流动到台面以外。
④ 浇注料的V型漏斗试验
对于湿法喷射料而言,由于其是在搅拌机中加水混合,然后进入输送管道进行输送,这种输送过程是在高压下实现的,并且有时输送距离比较长,输送时间也就相应较长。因此,物料在输送过程中产生的泌水,分层离析现象可能会引起物料流动的迟滞,甚至是堵塞。而且,这种现象会随着输送压力的提高而越加明显,而离析出来的浆体内常常含有很多的微粉或结合剂(如水泥),因其粘度较大,而附着在输送管道的侧壁上,从而阻碍了物料的流动。因此,在有一定压力下的流动性试验对于评估物料的可泵送性就显得尤为重要。Naotaka Fukami 用V型漏斗流动试验来确定泵送浇注料的流动性和相应的泌浆阻力[34]。在对材料反复进行V型漏斗流动试验过程中,流出时间,指定流量流过V型漏斗的时间,是一个重要的试验变量。一方面,在同一试验中,它会随着测试过程的阶段而发生变化,主要是受物料本身流动性能的影响。而在另一方面,如果调整配方中的某些成分,如外加剂(减水剂,增稠剂等),那么这个测量值会出现很大的变化。
⑤ 浇注料的管流试验
与V型漏斗试验相似的还有管流试验。如果说V型漏斗试验是依靠物料自身的重力进行流动的话,那么管流试验则是对物料在经过一段恒定压力后,对管内物料自由落体速度或荷载落体速度进行测量。其具体方法为,该试验设计放料口直径从60mm减小到30mm。用挡板关闭下放料口,将需要测量的定量的浇注料混合物填充进模型管道内。在顶部加载0.01MPa载荷作用下保持三分钟。当放料口处的挡板快速打开时,测量物料流出速率。该实验是从另外一个角度对物料泵送性能进行评价[35]。
上面提到的V型漏斗试验和管流试验,目前还是一个相对经验性的试验评价方法,试验的稳定性、可靠性和针对性还需要更多的试验数据加以说明。
总之,不定形耐火材料整体的流变学性能首先与其所含的基质部分的流变性能密切相关。因此,了解和控制粉-液系统的流变特性将是获得良好的浇注料流动和施工性能的基础。在这方面,已经有了比较成熟的实验体系和理论基础。例如,粉-液系统的流变特性取决于扩散-絮凝状态和系统的稳定性[36]。根据DLVO理论[37],通过调整吸引势能VA和排斥势能VR之和的总势能Vt来改变扩散-絮凝状态[38]。但是,对于实际的耐火浇注料和耐火湿式喷射料的流变学性能的分析还需要更加理想的试验方法和理论分析,这也是本文介绍的重点内容之一。
1.3 耐火湿式喷射料的研究进展
1.3.1 耐火湿式喷射料的开发和发展
在过去的几十年中,传统的高水泥含量的半干法喷射施工方式已经被广泛应用在高温行业[39]。从上世纪九十年代以后,人们开始更多的探讨采用低水泥浇注料形式的泵送施工,进而是湿法喷射施工方式,并开展了很多相关的工作,也相继发表了很多文章[40]。
采用高压输送而进行真正低水泥浇注料湿法喷射施工最早是出现在1996年的美国[41]。在其所采用的工艺中,是将不同的耐火原料(耐火骨料,细粉,微粉和外加剂等)与水在搅拌机中进行充分的预混,然后通过活塞泵将混合料输送到喷嘴处,与另外单独一根管道输送过来的促凝剂相混合,从而使得材料喷射到目标表面时,迅速获得相应的附着黏度[42]。其工艺流程示意如图2-1所示。
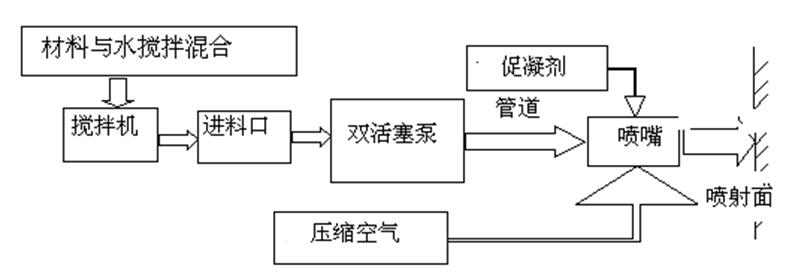
图2-1 耐火湿式喷射料的施工工艺示意图
Fig. 2-1 Process flow chart of refractory shotcreting
实际上,泵送和湿式喷射的施工方法在普通建筑混凝土的施工中,从上世纪五十年代开始已经存在了很多年了。即使是在耐火材料行业中,普通耐火混凝土采用活塞泵的泵送施工也在1965年有了相关的报道[43]。在这之后的1978年,湿法喷射料被使用在混铁车永久衬的修补上。从上个世纪七十年代开始, 随着低水泥浇注料以其优异的高温使用性能在不定性耐火材料工业中的迅猛发展,人们开始关注如何将采用了微粉技术和高效减水剂的低水泥浇注料技术应用到泵送和喷射施工上来,以取代普通的大量水泥结合的半干法喷射施工的方式,从而即可以简化施工难度,提高施工效率,又可以得到能与振动施工的低水泥浇注料使用性能相媲美的施工方法和产品[44]。但是这种尝试在这之后的几十年中,由于材料和设备两个方面的制约,一直也没有得到工业化的使用。但是从八十年代开始,已经开始有低水泥泵送材料的性能方面的试验报道[45]。
随后,首先是泵送和湿式喷射设备有了较大的进步,人们经过大量的努力,已经可以生产出将比普通建筑混凝土和传统耐火浇注料致密和粘度大得多的低水泥浇注料在较小直径的管道中连续输送到喷嘴的的高压泵送设备,这就为以后的泵送和湿法喷射技术的工业和商业化推广铺平了道路[46]。目前,75mm直径输送管道带有双活塞的泵送装置已经在工业中得到了采用。图2-2 展示了湿式喷射设备的基本原理图。在两个活塞缸的后面是一个由油压控制的摆动阀,后面则是连接有输送管道。两个活塞在缸体中交替往复将材料由摆动阀“压入”输送管道中,这样就保证了材料的连续长时间的不间断输送。而从75mm逐渐缩小到35mm口径左右的输送管道保证了气体压力的最小损失,从而能够达到1.5~3.5 m3/小时的喷射效率。
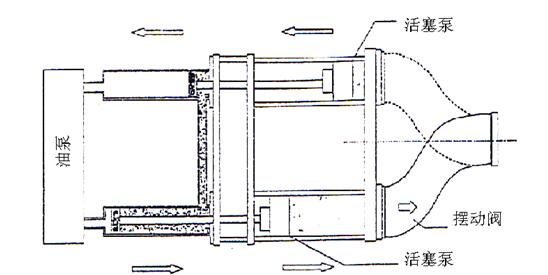
图2-2 带有双活塞泵的湿式喷射机结构原理示意图
Fig. 2-2 Structure of a double piston pumps
总之,低水泥浇注料的泵送和湿法喷送技术的发展和推广,是材料技术和施工设备共同进步的结果。与普通的振动成型和传统的半干法喷射施工相比,湿法喷射技术在很多方面都具有很大优势,其具体表现在以下方面[47-49]:
1) 湿式喷送料的性能已经非常接近同种配方的振动浇注料。
2) 施工过程不需要模具,较高的施工效率可以降低施工成本。
3) 材料反弹很小,现场灰尘较小,施工环境得到改善。
4) 非常适合复杂条件现场的施工,加水量较低,养护时间缩短。
5) 现场施工的自动化程度较高, 可以进行快速修补。
6) 可以施工对致密程度和整体性要求都较高的部位。
7) 可以进行长距离和不同角度的输送。
1.3.2 低水泥耐火湿式喷射料的发展和实际应用
1)在钢包上的应用
在日本的大型钢厂,近些年来,湿法喷射的施工方式被越来越多的采用在钢包系统[50]。目前,主要被较多的应用在两个方面。一个是在钢包永久衬(安全衬)的造衬施工。另外的一个应用,是作为钢包包衬的修补材料,来延长包衬使用寿命[51]。由于湿法喷射施工提供了与原有浇注包衬相同材料,理化性能相似的修补方案,从而提高修补材料与原有包衬材料的兼容性,并且施工方便迅速,提高了钢包的寿命和周转速度[52]。
2)大型窑外分解水泥回转窑的预热器上的应用
湿式喷射采用管道垂直长距输送,局部不搭模具施工,从而大大减轻了施工难度,提高了施工效率。同时,由于采用低水泥湿式喷射料的配方,加水量较低,又提高了抗热态粉尘冲刷的能力,延长了预热器的使用寿命。
3)在铁水输送的鱼雷罐车上的应用
其最主要的原因之一就是鱼雷罐车的椭圆形形状决定了砌筑砖具有极高的难度和较长的时间,而不定形化能大大的节省成本。在这个不定形化的过程中,湿式喷射料扮演了极为重要的角色[53]。
4)在高炉出铁沟上的应用
高炉正在向大型化和长寿化发展,如何提高与之相配套的高炉出铁沟的工作衬的寿命,从而提高出铁量就显得极为重要。目前,人们把对大型高炉的出铁沟工作衬的修补作为达到延长其使用寿命的一种有效的方法。而低水泥湿式喷射料现在已经被应用在这一领域,并体现出了很大的优势[54]。
1.3.3 低水泥耐火湿式喷射料施工性能研究的现状和存在的问题
1) 低水泥耐火湿式喷射料施工性能的关键
如前文所述,低水泥耐火湿式喷射料,是低水泥浇注料的配方技术和湿式喷射技术相结合的产物,它具有两者在使用上的优点。但同时,在施工性能上也表现出了超出普通耐火浇注料的复杂性,主要体现在两个关键方面:
① 泵送性能:我们知道,用于湿式喷射的材料在经搅拌机湿混后,由活塞泵“压入”输送管道中,在高压下在水平或垂直方向上输送,最后由末端的喷嘴中喷出。其中,泵送管道的直径在30~50mm之间,输送距离常常在20m以上[55]。因此,湿式喷射料在管道中必须具有一定的“滑动”性能。实际上,喷射料的基质料浆常常扮演着这种润滑剂的作用。图2-3就显示了在管道中运动的泵送材料实际上是有基质料浆包裹着颗粒在运动前进。
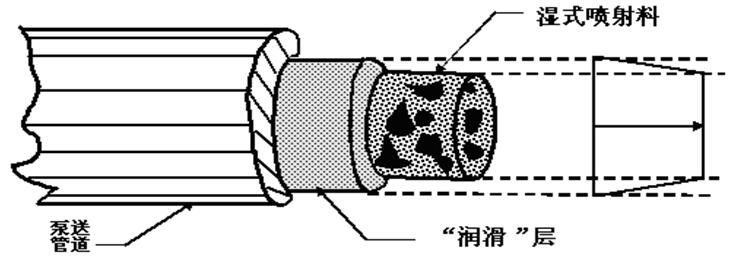
图2-3 湿式喷射料在泵送管道中运动时的剖面图
Fig. 2-3 Cutaway view of shotcreting castable inside the pipe
首先,在泵送的起始阶段和整个输送过程,低水泥湿式喷射料必须具有良好的流动性能,这是材料能够泵送的基础。如果流动性差,将直接导致材料不能进行泵送或堵塞在管道中。在实际的喷射过程中还常常出现另外一种情况,虽然材料的振动流动性能和自流流动性能很好,但是粘度较大,或是在泵送过程中,由于长时间的高压剪切状态,导致材料出现“胀流”的现象,即流动阻力增大,这都会引起泵送设备的压力异常升高,甚至超出设备泵送能力范围[56],而导致施工失败。
其次,分层离析是低水泥湿式泵送料在泵送过程中骨料和基质料浆分离的一种常见形式。如果在泵送过程中,如果出现分层离析的情况,骨料颗粒将脱离基质料浆的包裹而直接与输送管壁摩擦而产生很大的流动阻力,从而出现我们在实际施工中常见的“胀管”现象,最终也会导致泵送的失败。
② 硬化性能:在实际的配方设计中,我们还要考虑另外一个非常重要的施工性能,就是喷射料在喷射施工结束后的养护过程中的早期强度发展,也就是我们常说的湿式喷射料的硬化性能。由于耐火喷射料的施工是采用无模具施工,一方面体现了其施工的简易性和高效性,但另外一方面也从施工体的安全角度和继续施工的连续性角度,都要求湿式喷射料与常规的带有磨具的耐火浇注料相比具有更快的硬化性能[57]。但促硬剂的引入,会对材料中的铝酸盐水泥的水化过程的微观结构产生很大的影响,并进而影响到材料最终的物理机械性能。
以上两点是在施工性能方面,低水泥耐火湿式喷射料施工性能有别于其它耐火浇注料的特点,也是决定其是否获得良好施工性能和施工效果的关键。
2) 目前低水泥耐火湿式喷射料施工性能研究中存在的问题
目前,对于低水泥耐火湿式喷射料施工性能的研究还主要停留在简单的测量材料的各种流动性能或是基质料浆的流变学性能。虽然,也有一些相关报道提出粒度分布和颗粒组成的影响[58]和采用更加严格的选择和控制粒度级配来优化流动性能,例如严格执行ASTM C33[59]中所规定的集料标准规范。但这些都还不能真实准确的被用来分析、预测和控制低水泥耐火湿式喷射料的施工性能。对于低水泥耐火湿式喷射料的施工性能而言,仍有很多基础理论问题有待解决,主要集中在[60]:
① 如何真实、准确测量和评价实际的低水泥耐火喷射料加水后的流体类型和相关流变学参数。
② 如何选择实际喷射料的合适的流变学参数来全面反映低水泥湿式喷射料的“泵送性能”。
③ 基于合理的测量手段和流变学参数,如何通过研究各种复杂的配方组成和原料变化对其影响,而给出参数合理的范围,从而来指导低水泥湿式喷射料配方的设计。
④ 促硬剂的促硬机理的研究,以及在不同环境条件下对铝酸盐水泥的水化微观结构的影响。
2 耐火湿式喷射料最新的实验室评估方法
2.1 实际耐火喷射料流变性能的测定
对实际耐火喷射料的流变学行为的测定和试验是采用 IBB Rheometer V1.0型浇注料流变仪进行的,其主要外观结构见图3-4。
IBB浇注料流变仪是由一个试样搅拌锅,内径Æ为168mm,高度h为200mm和一个功率为0.75马力的电机组成。该电机驱动一个H形的搅拌叶轮,高度h为85mm,宽度w为53mm,在试样搅拌锅中做行星式转动。试样搅拌锅和搅拌叶轮之间的内部工作示意图如图3-5中介绍。该类型流变仪最初用于测量建筑混凝土的流变能力[69],近期才开始成为不定形耐火材料流变能力的测定,特别是耐火浇注料的流变性能研究的一个有用工具[70]。该设备和试验方法的主要优点在于可直接对带有骨料的浇注料的流变性能进行检测,而我们通常使用的普通粘度计只能测量浆体,也就是浇注料基质料浆的流变学性能。

图3-4 IBB Rheometer V1.0型浇注料流变仪的外观结构照片
Fig. 3-4 Photograph of IBB Rheometer V1.0
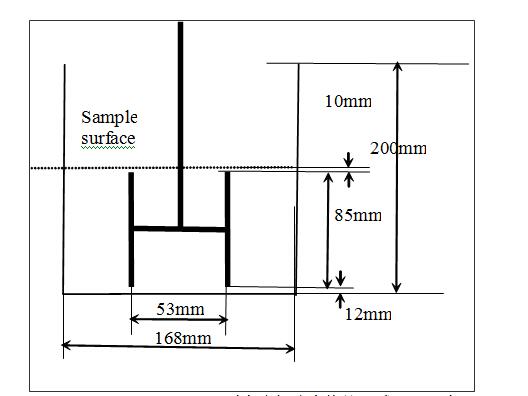
图3-5 IBB Rheometer V1.0型浇注料流变仪的测试原理示意图
Fig 3-5 Line diagram of bowl and impeller of IBB rheometer
在本研究中,除特别说明外,所有浇注料的流变性能的试验均在温度20±10C,相对湿度为60~70%的环境下进行的。另外,浇注料的搅拌都是直接与空气接触的。测量浇注料的流变学性能时,取8kg新制备的浇注料混合样倒入试样搅拌锅中,每隔5分钟观察并记录一次扭矩-转动速度之间的关系,总测量时间为185分钟。在试验过程中,在搅拌锅中搅拌叶轮对浇注料的转动搅拌速度呈阶梯式变化,并在每一次阶梯式变化中测量所需的扭矩和搅拌叶轮的转速。
最终,通过对不同湿式喷射料在剪切过程中所计算分析得到的流动阻力G值和剪切粘度H值的合理范围放在一起进行比较,就能得到低水泥湿式喷射料最终的G值和H值的合理范围。
3 结论
本文系统介绍了低水泥耐火湿式喷射料的发展进步和施工性能的主要影响因素,并介绍了目前主要的研究方法和手段。特别是实验室的评估与现场的施工表现之间的关联性。
并且在此基础之上,讨论了湿式喷射施工方法的科研和工作方向。
参考文献
[1] 钟香崇.自主创新发展新型优质耐火材料[J].耐火材料,2005,39(1):1~5.
[2] R G. Pilieggi, Y M Marques, D V Filho.Wet-shotcrete for Refractory Castables[J].Am Ceram Soc Bull, 2002, 81(10):51~56.
[3] A M Hundere, B Myhre, B Sandberg.Wet Shotcreting Refractory Castables with Varying Cement Content[C]//Proceedings of XII Conference on Refractory Castables.Prague:Czech University,1998:135~142.
[4] R C Moore.Shotcreting Monolithic Steel Ladle Safety Linings at Dofasco[C]//Proceedings of UNITECR’01.Mexico:Americian Ceramic Association Press,2001:1733-1745.
[5] S Odanaka, K Nakashima, M Toh.Effect of Alumina Fine Powder and Silica Flour Addition on Fluidity of Castable Refractories[J].Taikabutsu Overseas, 1990, 10(1):35~37.
[6] Z Li, S Zhang, N Zhou.Difference in Dispersing Effect Between Organic and Inorganic Deflocculants in Castable[C]//Proceedings of UNITECR’97.New Orland,Americian Ceramic Association,1997:1355-1361.
[7] G. Opera, T Troczynski and F Esanu.Rheology Studies on Binding Systems for Self-flow Refractory Castable[C]//Proceedings of UNITECR’97. New Orland,Americian Ceramic Association,1997:613-624.
[8] N Fukami and M Ishikawa.Effect of Viscosity and yield Stress of a Particle-Water Suspension on the Fluidity of Monolithic Refractories[J].Journal of the Technical Association of Refractories, 2002, 22(3):193-197.
[9] N S Zhou.Some Fundamentals of Rheology and Their Relevance to Monolithic Refractories[J].Internal Report at CIREP, 1998:1~33.
[10] H Barnes, J F Hutton, and K Walters.An iroduction to Rheology[M].UK:Elsevier Science Publishers, 1989.
[11] J E Funk and D R Dinger.Predictive Process Control of Crowded Particulate Suspensions: Applied to Ceramic Manufacturing[M].USA: Kluwer Academic Publishers, 1994.
[12] K Watanabe, M Ishikawa and M Wakamatsu.Rheology of Castable Refractories[J].Taikabutsu Overseas, 1989, 9(1):41~53.
[13] J MEWIS.Thixotropy - a General Review[J].Non-Newtonian Fluid Mechanics, 1979,6:1~20.
[14] H A Barnes.Thixotropy - A Review[J].Non-Newtonian Fluid Mechanics,1997,70:1~33.
[15] F S Ortega, R G Pileggi, A R Studart.IPS, a Viscosity – Predictive Parameter[J].American Ceramic society Bulletin, 2002, 81(1):44~52.
[16] S Fujimoto, T Yoshimura and M Ezaki.Fundamental Approach to Workability of Monolithic Refractories[J].Taikabutsu, 1978, 30(12): 678-682.
[17] G. Landman, B Piscael, J Radal.The Rehabilitation of Gunning Refractorie[C]//Proceedings of 2nd International Conference on Refractories. Tokyo:Japan Refractory Association, 1987:746~753.
[18] A Einstein.Berichtigung zu meiner Arbeit: Eine neue Bestimmung der Molekuldimension[J].Ann Physik, 1911, 34:591-592.
[19] M Mooney.The Viscosity of Concentrated Suspensions of Spherical Particles[J].J Coll Sci., 1951, 3:162~195.
[20] R M German.Particle Packing Characteristics[M].Berlin:Metal Powder Industries federation Princeton, 1989.
[21] C W Macosko.Rheology principles,Measurements and Applications[M].New York:VHC Publications, 1994.
[22] R J Hunter.Introduction to Modern Colloid Science[M].UK:Oxford University Press, 1993.
[23] G A William.Advanced Equipment Systems for Refractory Placement[C]//Proceedings of UNITECR’97.New Orleans:Americian Ceramic Association, 1997:523~530.
[24] Y Eguchi, N Takahashi, M Ishikawa. Development of Accelerators for Refractory Gunning Mix[C]//Proceedings of UNITECR’99.Berlin: Germany Ceramic Association,1999:102~104.
[25] R M German.Particle Size Distribution as a Predictor of Suspension Flow behaviour[J].Ceramic Transactions, 2001,125, 3~28.
[26] P Bonadia, A R Studart, R G. Pileggi.Applying MPT Principle to High-Alumina Castables[J].American Ceramic society Bulletin, 1999, 78(3):57~60.
[27] F LArrard and T Sedran.Optimization of Ultra-High-Performance Concrete by the Use of a Packing Model[J].Cement and Concrete Research, 1994, 24(6):997-1009.
[28] M Ishikawa.Refractory Concrete[J]. Taikabutsu Overseas, 1999, 19(3):7~12.
[29] J S Reed.Introduction to Principles of Ceramic Processing[M].USA:John Wiley & Sons Publications, 1986.
[30] D Beaupré.Rheology of High Performance Shotcrete[M].Canada:the University of British Columbia, 1994.
[31] R E Fisher.Installation of Monolithic Refractories: Critical Issues for Successful Performance[C]//Proceedings of 32nd Annual Symposium.St. Louis: Section American Ceramic Society, 1996.
[32] ASTM C143-90a.slump of Hydraulic Cement Concrete[S].USA:Annual Book of ASTM Standards, 1994(4): 85~87.
[33] ASTM C1445-99.Standard Test Method for Measuring Consistency of Castable Refractory Using a Flow Table[S].USA:Annual Book of ASTM Standards, 2004(15), 687~689.
[34] N Fukami, N Takahashi and M Ishikawa.Effect of Additives on the Pumpability of Low Cement Castables[C]//Proceedings of UNITECR’01. Mexico:Americian Ceramic Sociaty, 2001:1142-1158.
[35] H Sumimura, R Nakamura and T Kaneshige.Installation Method of New Wet Type High Density Gunning Castable[J].Journal of the Technical Association of Refractories, 2000, 20(3):168~172.
[36] R Moreno.The Role of Slip Additives in the Tape Casting Technology, Part-I Solvents and Dispersants[J].Ceram Bull, 1992, 71(10):1521~1531.
[37] T Mizunuma and F Yamato.Role of Surfactants in Concrete Fields[J].Taikabutsu Overseas, 1991, 11(2):38~43.
[38] S Fujimoto, S Kiwaki and M Mishima.Rheological Approaches to Monolithic Refractories[J].Taikabutsu Overseas, 1982, 2(2):55~60.
[39] T Richter and D Mclntyre.Novel Form Free Installation Method for Refractory Castable[C]//Proceedings of XXIX CONGRESS of ALAFAR 2000.Pucon:Chile Ceramic, 2000:437~446.
[40] D Peters.Current Practice and Future Trends in the Monolithic Refractory Industry in the United State[C]//Proceedings of 39th Annual Symposium. St. Louis:Section American Ceramic Society, 2003:21~34.
[41] A Nishikawa.Technology of Monolithic Refractories[M].Japan:Plibrico Japan Company limited, 1984.
[42] N Cassens, R A Steinke and R B Videtto.Shotcreting Self-flow Refractory Castables[C]//Proceedings of UNITECR’97.New Orleans:Americian Ceramic Association, 1997, 2:531~544.
[43] M Koga, I Takita, M Kataok.New Wet Spray Method for Castables[C].Taikabutsu Overseas, 1999, 19(3):14-~20.
[44] G. D Yoggy.The history of Shotcrete, Part I of a Three-part Series[J].Shotcrete Magazine, 2000(2):28~29.



